Discover food grade pumps for efficient xanthan gum processing across food and pharma industries.
Q-Pumps® designs and manufactures sanitary industrial pumps designed for different sanitary applications, including the mixing and integration of Xanthan gum. The food industry is constantly evolving, with food chemistry revolutionizing how ingredients are created, processed, and used to meet growing consumer demands.
What is Xanthan Gum?
Xanthan gum is a polysaccharide derived from the fermentation of carbohydrates, typically corn, by the bacterium Xanthomonas campestris. It serves as a stabilizer, thickener, and emulsifier in a wide range of products due to its water solubility, thermal stability, and resistance to enzymes.
What is the Origin of Xanthan Gum?
Discovered by USDA researchers in the 1950s, Xanthan gum gained FDA approval in 1968. It is now widely used for its ability to add viscosity and stability without altering flavor or color.
Uses of Xanthan Gum
Xanthan gum provides viscosity, stability, and pseudoplasticity to products with minimal caloric value. Its uses include:
- Beverages: Improves consistency and pulp suspension.
- Dairy: Stabilizes ice cream, yogurt, and milk-based drinks.
- Syrups: Enhances adhesion and controls runoff.
- Sauces & Dressings: Maintains emulsions for extended periods.
- Canned Foods: Enhances cut quality and pumping performance.
- Bakery: Extends shelf life, retains moisture, and can replace gluten.
Pharma and cosmetic industries also use it for stabilizing suspensions, emulsions, and pH.
Industries Using Xanthan Gum
With an expected CAGR of 5.2% by 2024, Xanthan gum is widely adopted due to its versatility and safety certifications for human consumption.
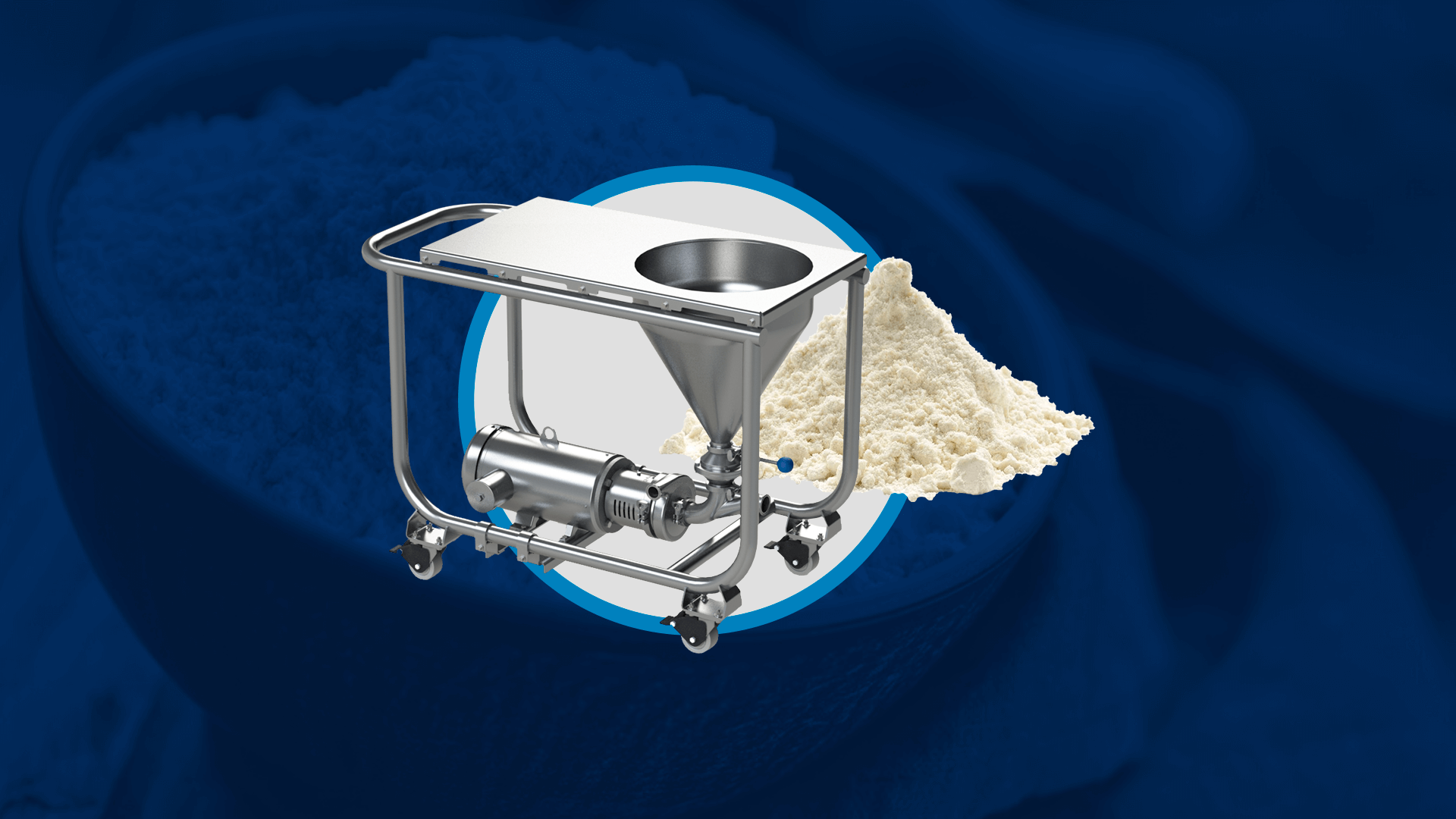
Q-Pumps Pumping Solution for Xanthan Gum
The QDB Series by Q-Pumps® is an ideal solution for integrating Xanthan gum. This dry blender combines mixing and disintegration while pumping, featuring ergonomic design with a cone and valve system for efficiency.
Learn More About the QDB - Dry Blender
Technical Specifications
- Flow: 352 gpm / 1,333 lpm
• Pressure: 6 bar / 92 psi
• Viscosity: 600 cPs
• Temperature: 10ºC to 150ºC / 14ºF to 302ºF
Applications
- Homogenization
- Powder mixing
- Emulsification
- Flavor addition
- Solid disintegration
- Dissolution
Benefits
- Mixes various solids and gels
- Easy to clean
- Includes ball valve for large solids
- Convertible with QC+ kit
- Various seal material options
Certifications
Certified by 3-A Sanitary Standards, Inc., ensuring hygienic equipment design for the food, beverage, and pharmaceutical industries.
Get in Touch